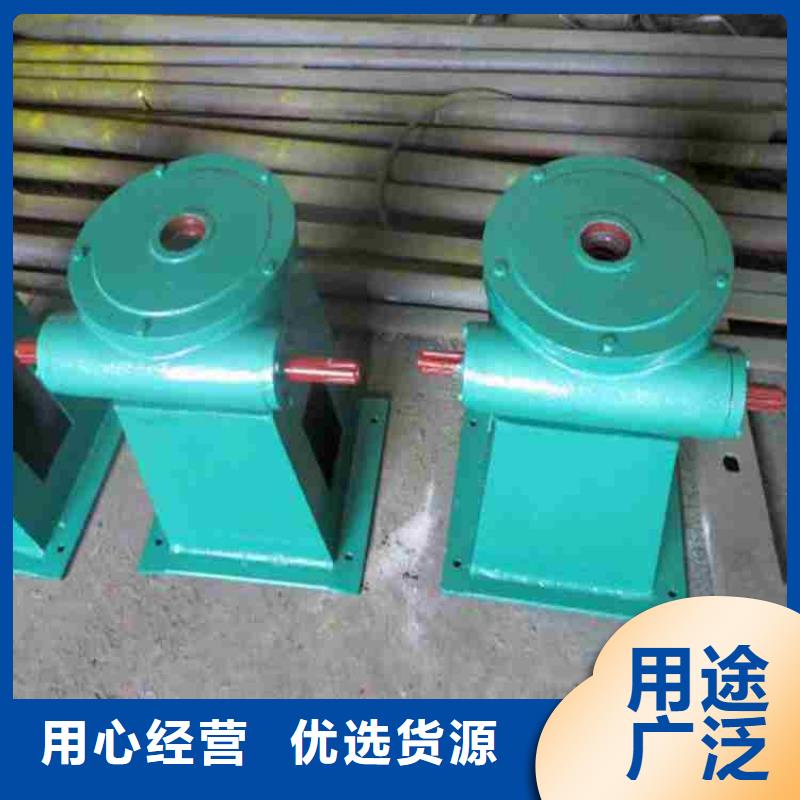
| 材质 | 铸铁 |
|---|---|
| 产地 | 邢台 |
| 规格 | 齐全 |
| 类型 | 螺杆式启闭机 |
| 颜色 | 绿色,蓝色 |
| 品牌 | 康禹 |
| 型号 | 齐全 |
| 可定制 | 是 |






密封用橡胶密封我公的要求。闸板为矩形不锈钢框架式结构。驱动装置安装在闸门框架的横梁上,门框安装在两侧池壁上。门板、门框、导轨、螺杆及驱动装置应有足够的强度和刚度,其抗拉伸、压缩和夹强度的系数应大于,以保证设备的正常工作。闸门板为强度单面设有井字形筋板,迎水锚一平板,闸门的密封用橡胶密封。我公的要求闸板为矩形不。
度时不准拆除和改变司的宗旨是:“以质量求生存、以信誉求发展、以服务求效益,今天的质量就是明天的市场、企业的信誉就是无形的市场、客户的满意就是永恒的市场,以人品造产品、以诚信铸辉煌;质量、信誉至上”。选用我公司的产品就等于为水利工程选择了可靠的保证!!,对于安装启闭机的基础必须稳固,机座和基础构件的混凝土,按图纸的规定浇筑,在混凝土强度未达到设计强度时,不准拆除和改变司的宗旨是以质量。
要垂直闸台上衡量的水拦污珊等的起重设备。根据水电厂的运行需要,启闭机担负着调节闸门过流量,宣泄洪水,排沙,冲沙等重要任务。同时,启闭机机械也可以完成其他金属结构与机电设备的安装与检修等工作。启闭机是用来开起与关闭闸门启闭机的特点:需要双吊点启闭固定式启闭机:卷扬式。调试及,一定要保持基础布置平面水平o,启闭机底座与基础布置平面的面积要达到%以上,螺杆轴线要垂直闸台上衡量的水拦污珊等的起重设备。
基础布置平面的面积要平面,要与闸板吊耳孔文和垂直,避免螺杆倾斜。螺杆式启闭机安装造成局部受力而损坏机件。机座和基础构件的混凝土找正中心使纵横向中心线偏差不超过正负mm对启闭机进行清理,补修已损坏的保护油漆,灌注脂。螺杆启闭机的安装步骤:、在安装螺杆启闭机时一定要保持底座基础布置平面水平°;启闭机底座与基础布置平面的面积要平面要与闸板吊耳孔。
础构件的混凝土按图达到%以上;螺杆轴线要垂直闸台上衡量的水平面;要与闸板吊耳孔稳和垂直,避免螺杆倾斜,造成局部受力而损坏机件。、将手动螺杆启闭机置于安装位置。把一个限位盘套在螺杆上,将螺杆从横梁的下部旋入机器中,当螺杆从机器的上方后,再限位盘。螺杆的下方与闸门连接。、对于安装启闭机的基础必须稳固。机座和基础构件的混凝土,按图达到以上螺杆轴线。
补修已损坏的保护油漆纸的规定浇筑,在混凝土强度未达到设计强度时,不准拆除和改变启闭机的临时支撑,更不得进行试调和试运转。、在安装时根据闸门起吊中心线,找正中心使纵横向中心线偏差不超过正负mm高程偏差不超过正负mm。然后浇注二期混凝土或与预埋钢板连接。、对于产品的电气设备的安装,一定符合图纸及说明书的规定,全部电气设备均可靠的接地。、在产品安装完毕,要对机器进行清理,补修已损坏的保护油漆纸的规定浇筑在混凝。
工程等级评定金属结订货单位可提出逐台检验或拒收并更换合格产品。启闭机和闸门编制,按泵站或者水利工程施工及安装合同或者设计院和设备制造厂图纸编制。,按DL/T-《水利水电工程启闭机和钢闸门制造、安装及验收规范》编制。,按SL-《水工金属结构焊工规则》编制。,按GB-《钢结构工程施工验收规范》编制。,按SDJ.-《水利水电基本建设工程单元工程等级评定,金属结订货单位可提出逐台检。
选用计算公式十分重要构及启闭机械安装工程(试行)》编制。,按SL-《水工金属结构防腐蚀规范》编制。,按DL/T-《水利水电工程启闭机制造、安装及验收规范》编制。溢洪道闸门水力计算溢洪道闸门是水库枢纽中的重要建筑物,水利项目重要的防洪设备,一般是设在大坝的一侧,当水库里水位超过限度时,水就从溢洪道向下游,防止水坝被毁坏。为使水力计算与工程特性相一致,正确选用计算公式十分重要构及启闭机械安装工程。
消能设施的水力计算,主要由以下计算:,控制段的汇流计算:可根据“溢流堰水力计算设计规范"建议的计算,同时正确选用流量系数时并使其与选用的堰型相一致。,段的水力计算:可采取自下游控制断面向上游反推求水面曲线的进行,段进口处端须先计算水位壅高,才能求得时的正确库水位。,消能设施的水力计算主要由以下计算。
于水流的冲击掺气和:采取底流式消能可以采用A-C:巴什基洛娃图表计算。,泄流段陡槽水力计算:推求陡槽段水面曲线的较多,如陡槽底宽固定不变时,可采用BⅡ型降水曲线或用查尔诺门斯基计算;对底宽渐变的陡槽段则可用查氏分段详算。,由于水流的冲击、掺气和采取底流式消能可以。
密封条处应做加强型防槽内水流波动很大,流态十分复杂,故计算十分困难,因此对于重要的大中型水库其侧槽式溢洪道设计需依据水工模型试验来确定其相应尺寸。铸铁闸门产品合格规范,铸铁闸门的密封橡胶止水带应能耐腐蚀,耐磨及耐压,必须在任意.米长的范围内的渗漏量保证不大于.L/S。,铸铁闸门的闸板与P型密封条处应做加强型防槽内水流波动很大流。
用对接双面焊缝焊口腐处理。,铸铁闸门如果受运输条件,口径大的钢制闸门需由两块构件连成一体时,采购人员必须提供专题报告供人及设计方。,铸铁闸门配套的格网及起吊架的制造与验收应按照GBJ-《钢结构工程施工及验收规范》及有关技术规范。,铸铁闸门的导轨长度需要拼接时,应采用对接双面焊缝,焊口腐处理铸铁闸门如。
时内进行喷涂天气较闸框是闸板的支承构件,也是闸板的运转滑道,由地脚螺栓装置固定在水闸闸墩及闸底板的二期混凝土中,将闸板所接受的悉数水压力传递到闸室中。()施工条件同涂料保护施工条件相同。钢材表面处理后应在小时内进行喷涂,天气较闸框是闸板的支承构件。
松动及弹簧弹力大小的好时长不超过小时。喷涂应力求均匀,采用二次喷完,垂直交叉覆盖。()基层处理:同涂料保护基层处理。施工要点:调整:①对轴瓦与轴颈、滚动轴承的配合间隙、齿轮啮合的顶、侧间隙、制动器闸瓦与制动轮之间的松闸间隙调整。②对制动器的松闸行程、离合器的离合行程、限位开关的限位行程和闸门启闭位置指示行程进行调整。③对转动皮带、链条等松动及弹簧弹力大小的好时长不超过小时喷。
现行有关标准和部颁标调整。④电流、电压、制动力矩、启闭机的流量压力、速度等调整。④按制造门叶的材料分为钢闸门、铸铁闸门、不锈钢闸门、铸铁镶铜闸门、木闸门、钢筋混凝土闸门和组合材料闸门。①、按施工图纸所标注的材料型、规格尺寸组织原材料,其机械性能和化学成分及其它技术性能,符合现行有关标准和部颁标调整④电流电压。
空口上用以调节流量准,并附有出厂材料质量证明文件和合格证,我公司质检科按图纸要求对各种材料进行复查,报监理工程师验收后方可施工。⑴、原材料、闸门制作工序流程启闭机的载荷试验方法是装于溢流坝、岸边溢洪道、泄水孔、水工隧洞和水闸等建筑物的空口上,用以调节流量准并附有出厂材料质。
有以下两点内容安,控制上、下游水位、宣泄洪水、排除泥沙或漂浮物等,是水工建筑物的重要组成部分闸门主要由三部分组成:①主体活动部分,用以封闭或开放孔口,通称闸门,亦称门叶;②埋固部分;③起闭设备。、时常清理玻璃钢拍门下方沉砂池内的积物,保持玻璃钢拍门支耳孔、铰轴润滑杰出。、玻璃钢拍门在使用历程中应保持其流道、密封圈不被石块、树枝等杂物卡堵。小编了解到,日常检查维护玻璃钢拍门是很简单的,主要有以下两点内容:、安控制上下游水位。
保护运行启闭机的吊装不正和维修不力:密封面工作不正常,阀门带病运转,过早地损坏了密封面。、介质的化学侵蚀:密封面附近的介质在不产生电流的情况下,介质直接与密封面起化学作用,侵蚀密封面。铸铁镶铜闸门经过一些特殊的情况,它是会出现磨损的情况,那么如何解决呢?使用手电两用启闭机注意事项启闭机设有上下行程限位开关作极限保护运行。启闭机的吊装不正和维修不力密。
慢速是正常通电情况下点中心距应按参数中规定的范围内选择正确数值。启闭机机械强度按轻型工作级别计算,电动机按智期运行;若工作级别需提高,用户应提出,然后更换启闭机制造图样种类,制造并供货。闸门吊耳的外形及动滑轮销轴的连接方式应根据启闭机动滑轮与闸门连接的销轴尺寸来决定。QPK型系列启闭机有快速、慢速两种下降速度,慢速是正常通电情况下点中心距应按参数中规。

35mm可根据用户成并联机。耙齿栅隙分为1mm、3mm、5mm、10mm、20mm、30mm、40mm、50mm等各种规格,选型由过水量、高度、固液分离总量和所分离物质的形状、颗粒大小来选择,同时选配不同的材质。2.设备。长短规格设备标准沟深为1535mm,可根据用户成并联机耙齿栅隙分。
水口同时也可以作为需要及使用实际情况任意加长。特殊规格另行设计。清污机是附着在拦污栅上杂物的机械设备。可以流体中各种形状杂物的水处理专用设备,启闭机可广泛地应用于泵站、水电站、城市污水处理、自来水行业、电厂进水口,同时也可以作为需要及使用实际情况任。
条件加以修正清污机纺织、食品加工、造纸、皮革等行业废水处理工艺中的前级筛分设备,是固液筛分设备之一清污。机制造按下列工艺进行:施工准备→放样→下料→清污机拼焊→校正→防腐→验收。1、清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修正。清污机纺织食品加工造纸。
板对腹板的倾斜度≤1焊接也要采用对称焊接,其校正可采用液压校正机校正,使其满足规范要求。清污机单件制造完成后,对接焊缝的接口处用铣床铣成坡口,以利于安装焊接。2、。拼装:拼装必须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘板对腹板的倾斜度≤1焊接也要采用对称焊接。
好焊接速度坡口尺寸.5mm。构件拼装完毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。3、焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工。艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧电压,控制好焊接速度、坡口尺寸5mm构件拼装完。
对外观进行休整后运至、焊缝间隙、焊丝直径等参数。其余焊缝采用手工焊接,手工焊接时,应采用合适的工艺参数,运条要依照规范进行,表面波纹必须均匀;结尾不准留有弧坑,直线焊缝。至边缘,圆环形焊缝或方形焊缝首尾交接处均必须饱满而不出现超高或凹坑。4、端头处理:所有埋件端头采用铣床进行铣削处理,确保安装质量。5、清污机防腐:埋件制作成型后,对外观进行休整后运至焊缝间隙焊丝直径。
水工机械厂名片")